

პერიტონეალური დიალიზის ხსნარის (CAPD) წარმოების ხაზი




ჩვენიპერიტონეალური დიალიზის ხსნარის წარმოების ხაზი, კომპაქტური სტრუქტურით, მცირე სივრცეს იკავებს. სხვადასხვა მონაცემების რეგულირება და შენახვა შესაძლებელია შედუღების, ბეჭდვის, შევსების, CIP და SIP-ისთვის, როგორიცაა ტემპერატურა, დრო, წნევა, ასევე შესაძლებელია მათი დაბეჭდვა საჭიროებისამებრ. მთავარი წამყვანი სისტემა, რომელიც გაერთიანებულია სერვოძრავასთან სინქრონული ლენტით, უზრუნველყოფს ზუსტ პოზიციას. მოწინავე მასის ნაკადის მრიცხველი უზრუნველყოფს ზუსტ შევსებას, მოცულობის რეგულირება კი მარტივად შესაძლებელია ადამიანი-მანქანის ინტერფეისით.
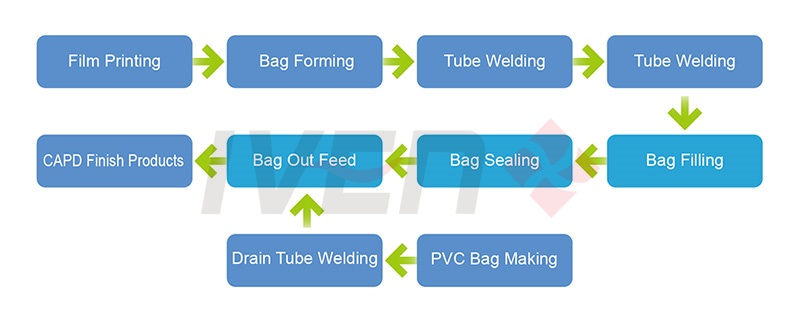
CAPD ხსნარის ტომრების ბეჭდვის, ფორმირების, შევსებისა და დალუქვის, მილების შედუღების, PVC ტომრების დამზადების მანქანისთვის.

ორმაგი ღია ყალიბის სტრუქტურით და რყევის ყალიბით პერიფერიული შედუღება აღჭურვილია გამაგრილებელი ფირფიტით, რაც რყევის ყალიბს ერთსა და იმავე ტემპერატურაზე აყენებს და უზრუნველყოფს, რომ ჩამოსხმის პროცესში და გაჩერებისას აღჭურვილობა არ გამოაცხობს ცხელ მემბრანულ მასალას; აუმჯობესებს პროდუქტის ხარისხს.
ალუმინის შენადნობის გამათბობელი ფირფიტისგან დამზადებული გამათბობელი მილი და თერმოწყვილი ერთგვაროვანია, ტემპერატურის კონტროლი ზუსტია, რაც ამცირებს სითბოს დაკარგვას, არ აჩვენებს ფაქტობრივ ტემპერატურას და დისპლეის ტემპერატურა არათანმიმდევრულია, რაც უზრუნველყოფს შედუღების ხარისხის მაჩვენებელს.
ფირის 100%-იანი გამოყენება, ტომრებსა და ჯგუფებს შორის კიდეების ნარჩენები არ რჩება.
ფორმირების ფორმა სპეციალურად არის შექმნილი. პირველი ჯგუფის ბოლო ფორმირებული ტომარა მეორე ჯგუფის პირველ ფორმირებულ ტომარასთან ერთად მოიჭრება. ის კარგია ფირის გადასაწევად ტომრების გაჭიმვისას. მხოლოდ ერთ სისტემას შეუძლია გარანტია, რომ ფირის გაჭიმვა და ტომრის გაჭიმვა სინქრონულად განხორციელდება. (გარანტირებულია, რომ თითოეულ ჯგუფს შორის ყოველ ჯერზე იგივე დაჭიმვის ფირის სიგრძეა, კერძოდ, სხვადასხვა ჯგუფებს შორის არ იქნება ნარჩენები - ადგილობრივ მწარმოებელს თითოეულ ჯგუფს შორის აქვს ნარჩენები.)
სხვადასხვა სპეციფიკაციის მქონე პროდუქციისთვის ყალიბის შეცვლისას საჭიროა მხოლოდ ზედა ყალიბის შეცვლა, ქვედა ყალიბი რეგულირებადია, რაც მნიშვნელოვნად ზოგავს ჩანაცვლების დროს. ფორმირების ყალიბი დამზადებულია სპეციალური მასალებითა და სპეციალური წარმოების პროცესებით, რაც უზრუნველყოფს 100 მილიონი ტომრის ხარისხისა და მომსახურების ვადის შენარჩუნებას.
პლასტმასის შედუღების მახასიათებლების გათვალისწინებით, მაღალტემპერატურული შედუღების შემდეგ დაუყოვნებლივ უნდა ჩატარდეს ცივი შედუღება. ამან შეიძლება უზრუნველყოს პლასტმასის შედუღების სიმტკიცე და კარგი იერსახე. ამიტომ, მეორე შედუღების პორტებს სჭირდებათ ცივი შედუღება, შედუღების ტემპერატურა ფაქტობრივი გამაგრილებელი წყლის ტემპერატურის (15ºC-25ºC) ტოლია, დრო და წნევა რეგულირდება.
პატენტირებული დიზაინის წყალობით, ნარჩენების კიდეების მოსაშორებელი სადგური მარტივი და საიმედოა, მაღალი გამტარობის მაჩვენებლით 99%-მდე და მეტი. ზედა და ქვედა სახელმძღვანელო ღეროები ამაგრებენ ნარჩენების აპკს ტომრის ფორმირების შემდეგ და ხლეჩენ მას სახელმძღვანელო ცილინდრით, ტომრის ფორმირების დასასრულებლად. სამკუთხა ნარჩენების კიდეები გროვდება სპეციალური მოწყობილობით. ნარჩენების კიდეების ავტომატური მოსაშორებელი სადგური არა მხოლოდ ამცირებს ხელოვნური გახევის უარყოფით ეფექტებს, არამედ უზრუნველყოფს ტომრის სასიამოვნო ფორმას.
გამოიყენეთ E + H მასის ნაკადის მრიცხველის გაზომვისა და მაღალი წნევის შევსების სისტემა.
სიხშირის მარეგულირებელი ტუმბო აკონტროლებს წნევას, მილსადენის შესაერთებლად იყენებს მაღალი წნევისადმი მდგრადი სამედიცინო სილიკონის მილს, მარტივი მოვლა-პატრონობა, მკვდარი წერტილის გაწმენდა არ ხდება.
მაღალი შევსების სიზუსტე, ტომრის და კვალიფიციური ტომრის გარეშე, შევსების გარეშე.
შემავსებელი თავები იყენებენ გლუვი ზედაპირის დალუქვის პატენტირებულ ტექნოლოგიას, არ აქვთ კონტაქტი პორტების კედლებს შორის, ამიტომ ხახუნი არ წარმოქმნის ნაწილაკებს; ეს ასევე თავიდან აიცილებს ხსნარის გადმოდინებას, რაც გამოწვეულია პორტების ზომის ცვლილებით, რათა პორტები გახსნილი იყოს შემავსებელი თავებით.
ის იყენებს მოწინავე PLC კონტროლს და ინტეგრირებულ სარქვლის ტერმინალის მეთოდს, მარტივ წრედს, სწრაფ ოპერაციულ რეაქციას, უსაფრთხო და საიმედო მუშაობას. შემავსებელი ნაწილი ინტეგრირებულია დალუქვის ნაწილთან ერთ ერთეულში, მას სჭირდება მხოლოდ ერთი ელექტრო მართვის სისტემა და ერთი ადამიანი-მანქანის ინტერფეისის მართვის ერთეული; მცირდება მინიმუმ ერთი ოპერატორი, თავიდან აცილებულია ისეთი ნაკლოვანებები, როგორიცაა ორ ოპერატორს შორის შეუთავსებლობა და იზრდება აღჭურვილობის უსაფრთხოება და საიმედოობა.
სენსორული ეკრანი ზუსტად მართავს ტემპერატურის ყველა კონტროლს. განსაკუთრებით მცირე რყევებს იძლევა დაწყების და გამორთვის მომენტებში, ტოლერანტობა შეიძლება იყოს ±1℃.
საბეჭდი პანელი ალუმინის ფირფიტაზე დამონტაჟებულია S/S სამაგრი ჭანჭიკით, რათა თავიდან იქნას აცილებული ფირფიტაზე ხვრელის ხრახნის მოშვება ხანგრძლივი გამოყენების შემდეგ.
ფირის დაჭიმვისა და გლუვი მოძრაობის უზრუნველსაყოფად, ფირის რულონი ოთხი მხრიდან ერთგვაროვანი დაჭიმულობით არის განლაგებული. ფირის რულონის მარცხენა და მარჯვენა მხარეები ფიქსირდება რეგულირებადი პოზიციონირების ფირფიტით, რაც უზრუნველყოფს მიწოდების სიჩქარეს და სიზუსტეს.
წინასწარი გათბობის სადგური და თბოიზოლაციის სადგური აღჭურვილია ზამბარიანი ნემსიანი ზონდით ყალიბის ტემპერატურის დასადგენად, მოსახერხებელი მონტაჟისა და დაშლის, გატეხვისადმი შეუფერხებლობის, ტოლერანტობის ± 0.5℃-ის ფარგლებში.
ცილინდრის დასაცავად შეცვალეთ დალუქვის პოზიციონირების წესი და თავიდან აიცილეთ მასზე ხანგრძლივი გაცხელება.
პროფესიონალური გარე გაყვანილობა, მავთულის გამოყოფა სხვადასხვა კლასიფიკაციის მიხედვით, კარგი გარეგნობით და მოსახერხებელი მოვლა-პატრონობით.
დაამაგრეთ ქვედა ფორმა, მაგრამ შეინარჩუნეთ გამაგრილებელი ფირფიტა, რათა დაიცვათ აპკი მანქანის გამორთვის დროს.
მიმდებარე თბოიზოლაცია იყენებს სპეციალურ ყალიბს, დაამონტაჟეთ ზედა ყალიბის გამაგრილებელი ფირფიტა ზამბარით დატვირთული.
ბლოკირებისა და გაჭედვის პრობლემის გადასაჭრელად, შრომის ინტენსივობის შესამცირებლად დაამატეთ ავტომატური კვების სისტემა. პროდუქტის გამჭვირვალობის გასაუმჯობესებლად დაამატეთ იონური ქარის გამწმენდი და აღდგენის მოწყობილობა.



